



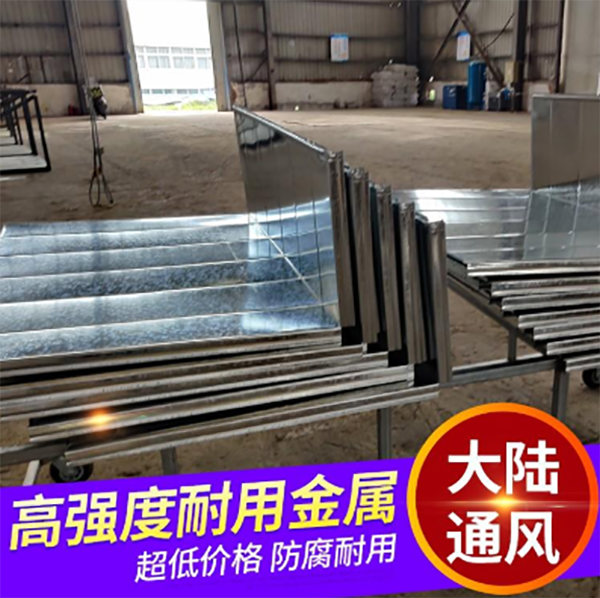
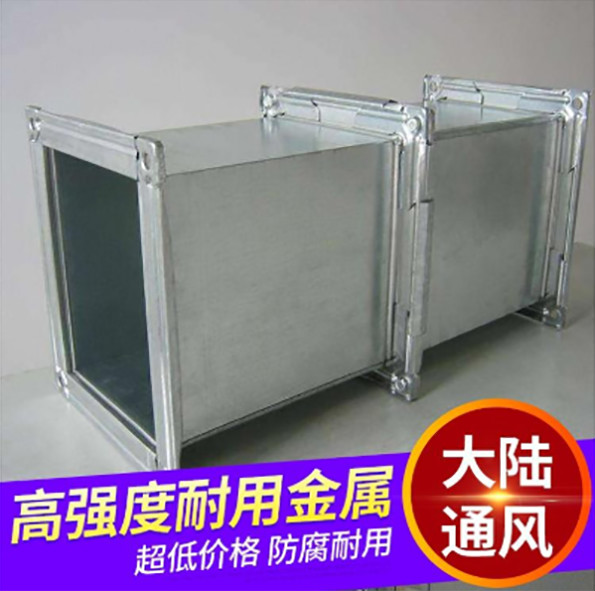
角钢法兰安装注意点:
当角钢法兰风管的断面大于1250*630时,为了保持相邻壁面互相垂直,宜在风管内四角采用90℃斜支撑加固。中压和高压系统风管,其长度大于1250mm时,应采用加固框补强。
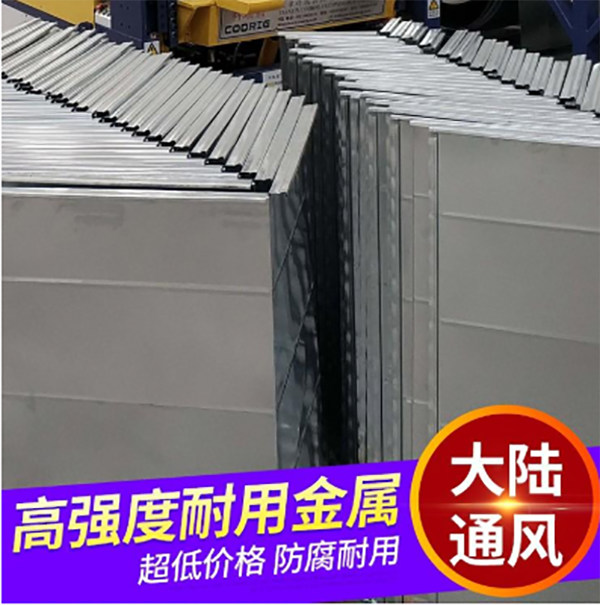
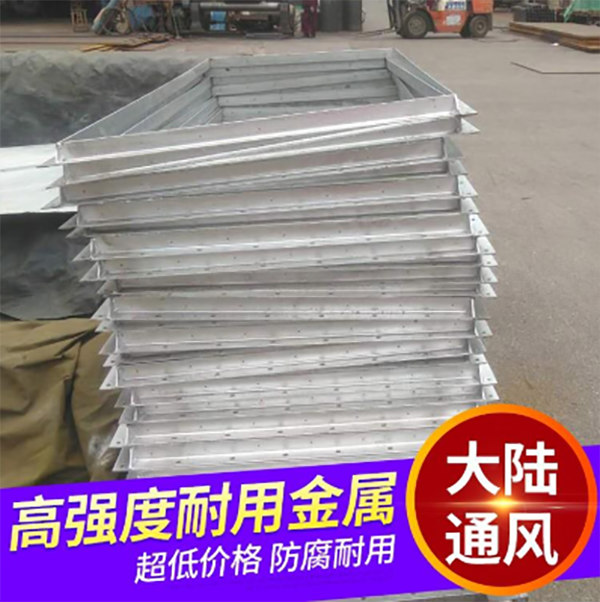
角钢法兰安装注意点:
角钢法兰风管的大边尺寸在630~1000mm时,要直接在生产线压筋加固,排列应规则,间隔应均匀,板面不应有明显的变形。
角钢法兰的安装小技巧:
角钢法兰大边尺寸在630~1000mm时,直接在生产线压筋加固,排列应规则,间隔应均匀,共板法兰风管,板面不应有明显的变形。


角钢法兰相联能够在不相同的的应用中充分体现效应和意义,应用特指的式样和方法时时运用和施行,充足产生性质长处。角铁法兰广泛运用于水利工程,电力,电站工程,管材配件,工业,压力容器等。
角钢法兰在安装中需要注意的问题
角钢法兰的加固,其高度应小于或等于风管法兰高度,排列应整齐,间隔不大于220mm,角钢法兰与风管的铆接应牢固。
外卷角钢法兰:
角钢在成型过程中,水平的一边方向朝外。角钢外卷是外边被拉伸,而里边垂直的边被挤压。在一些大于5#角钢小于500mm直径的卷圆工艺中,因为角钢的两条边受相反力量的作用,容易造成角钢法兰成型两条边不是90°成型。在操作角钢外卷的过程中可以通过放慢速度多次卷圆避免这个问题。
每根弯管在制作的过程中都是通过其若干次弯制完成的,在制作的过程中可以有效的将钢管置于弯管机上,这样设备就会对钢管施以弯曲力矩,这样就会使钢管布局发生适量变形。弯管可以通过前端下模主油缸的支点向上运动,这样就会使钢管沿上模曲线中部弯曲变形直到弯制成型,产品在加工的过程中其钢管的变形主要发生在上模,上模起胎具的作用。





 在线客服
在线客服 13515658077
13515658077 370869838@qq.com
370869838@qq.com


